[VIP第1年] 指数:3
[VIP第1年] 指数:3
硬度层级划分,主导修整工艺与磨床选型:金刚石磨具硬度从 H-L 级递进,H 级软质磨具适用于有色金属的抛光加工,修整时可用树脂结合剂修整轮进行轻柔修整;L 级硬质磨具用于陶瓷、碳化硅等超硬材料,需采用电解在线修整(ELID)技术,在磨削过程中实时修整,保持砂轮锋利。不同硬度磨具适配不同磨床,软质磨具加工使用普通磨床即可满足要求;而硬质磨具加工,必须配备具备高刚性、高转速的磨床,如立式高速磨床,其主轴转速可达 60000r/min,配合高精度的修整系统,可实现纳米级的加工精度,满足超硬材料的严苛加工需求。采用激光轮廓仪检测金刚石磨具修整后的砂轮型面精度,表面粗糙度需控制在 Ra≤0.2μm 以内。浙江磨头金刚石磨具生产厂家

面对复杂的加工场景,金刚石磨具的 AI 选型系统成为工程师的得力助手。只需输入材料类型(如氧化铝陶瓷、淬火钢、蓝宝石)、加工精度(粗磨 / 精磨 / 抛光)、设备参数(主轴转速、功率、进给量),系统即可通过深度学习算法,在 30 秒内生成方案:推荐结合剂类型(树脂适合软质材料、金属适合超硬材料、陶瓷适合高温场景)、磨粒浓度(粗加工 80%、精加工 120%、抛光 150%)、砂轮硬度(H-L 级对应不同材料硬度)。某齿轮加工厂使用后,磨具选型时间从 2 小时缩短至 3 分钟,加工不良率从 6% 降至 3.6%。这种智能化适配不仅降低了对操作经验的依赖,更通过数据驱动实现了磨削方案的优化,让每个加工环节都能发挥磨具的性能。辽宁磨床金刚石磨具厂家直销全自动修整机支持远程数据传输,可实时监控金刚石磨具的修整进度和设备状态,提升生产灵活性。

精密注塑模具的型腔磨损曾是制造业的一大难题,传统修复方法不仅耗时(3-5 天),且精度难以恢复。金刚石精微砂轮凭借 0.01mm 级的进给精度和电解修锐技术,成为模具修复的 "救星":它能磨削模具表面 0.05mm 深的划伤和凹陷,通过纳米级磨粒的抛光作用,将修复后的型腔粗糙度从 Ra0.8μm 提升至 Ra0.6μm,比新模具的表面质量还要高出 15%。某汽车模具厂使用后,一套价值 200 万元的保险杠模具,注塑次数从 8 万次延长至 12 万次,相当于节省了 50 万元的模具更换费用。更关键的是,修复后的模具尺寸精度误差≤0.01mm,完全满足汽车零部件的注塑要求,让老旧模具重新焕发青春,为企业节省大量固定资产投入。
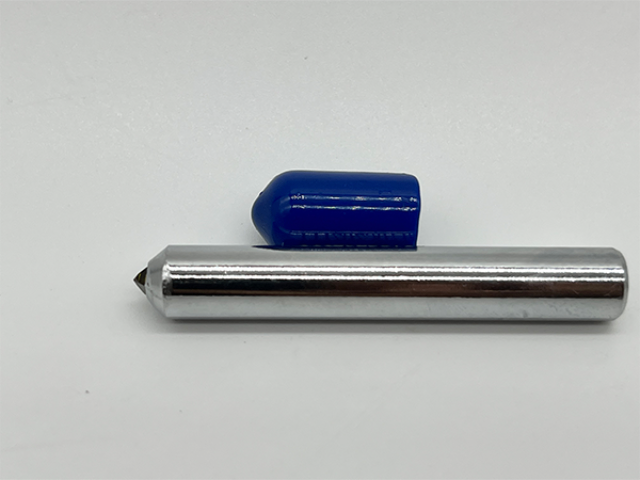
纳米涂层工艺的金刚笔采用磁控溅射沉积类金刚石(DLC)涂层,厚度 2-5μm,硬度 20-30GPa,摩擦系数降至 0.1,适用于精密光学加工。俄罗斯的高纯度合成金刚石以其高纯度、低杂质著称,适合砂轮修整。俄罗斯的磨床在修磨砂轮时,注重稳定性和可靠性,例如俄罗斯阿尔罗萨公司生产的合成金刚石用于工业工具和精密加工,其高纯度特性能够确保砂轮修整的精度和稳定性。这种高纯度合成金刚石与纳米涂层工艺的金刚笔结合,能够满足俄罗斯航空航天等领域对精密加工的需求。当金刚石磨具出现堵塞时,可采用超声波清洗结合高压水枪冲洗,恢复砂轮容屑空间。

精密轴承、光学透镜等零件对热变形极其敏感,传统磨削工艺常因热量累积导致工件尺寸超差。金刚石磨具的 "冷加工" 技术彻底解决这一难题:其超锋利的磨粒刃口半径≤5μm,切入材料时的接触面积为传统砂轮的 1/5,配合高压水基冷却液(流量 50L/min),可将磨削区温度控制在 50℃以下。加工直径 50mm 的轴承内圈时,传统砂轮导致的圆度误差达 0.01mm,而金刚石磨具通过 "微力切削 + 实时冷却",将误差缩小至 0.003mm—— 这一精度相当于在硬币边缘磨削出完美的圆形。从高精度轴承的滚道加工到医疗器械的精密螺杆磨削,它用冷加工黑科技拒绝热变形困扰,为航空航天、医疗器械等对精度苛刻的行业,提供了可靠的加工保障。冷却液中混入金属碎屑会加速金刚石磨具磨损,需定期更换并使用高精度过滤装置。安徽使用金刚石磨具生产厂家
电火花修整的精度优势 电火花修整可实现纳米级精度,尤其适合陶瓷结合剂金刚石磨具的精密修锐。浙江磨头金刚石磨具生产厂家
耐磨等级分层,定制化加工方案:金刚石磨具耐磨程度按浓度分为 25%-150%,浓度越高,磨粒含量越大,耐磨性越强。25%-50% 浓度适用于石材、玻璃等脆性材料的快速切割,修整时多采用单颗粒金刚石笔进行点接触修整;75%-100% 浓度常用于金属材料的精密磨削,需使用滚轮式修整器进行连续修整;125%-150% 浓度专为超硬材料加工设计,其修整需借助电火花修整技术,实现磨粒的微量剥落与更新。在磨床选型上,石材切割常用龙门式大切机,金属精密磨削依赖高精度外圆磨床,超硬材料加工则需五轴联动数控磨床,通过多维度运动确保复杂型面的加工精度。浙江磨头金刚石磨具生产厂家
文章来源地址: http://wjgj.yybyjgsb.chanpin818.com/jgsgj/deta_28483737.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。