[VIP第1年] 指数:3
[VIP第1年] 指数:3
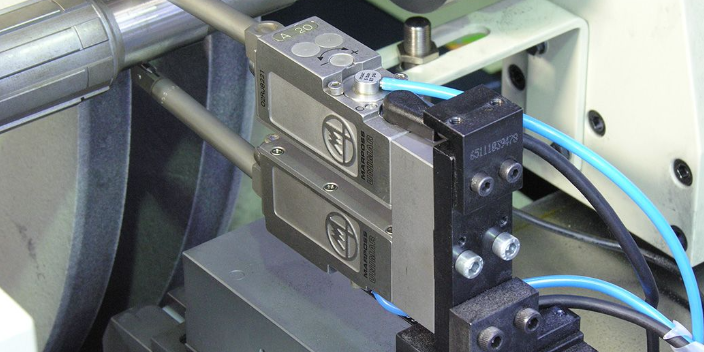
接触式测量被认为是磨床上工艺控制应用的理想解决方案。Unimar测头体现的是传统加工过程中、加工前与加工后测量仪器的适用组合,并在配置机器的应用时构成了基本构造块。作为传统比较测量器的适用组合,这些产品意味着配置工艺集成测量系统时的基本构造块。因为可获取各种型号的Unimar测量头,所以可将这些测量头用于任何类型的应用,同时能够时刻维持测头的出色的测量性能要求。Unimar测头是每类研磨环境的理想选择。这些测头的设计旨在易于操作与服务,这意味着任何操作员可使用。图形选项有各种级别,从简单的状态或数字或条形图到时间图、直方图和图形。上海高精度车床测量仪报价

Marposs-NCG测厚仪是一种基于干涉技术的测厚仪。它将反射在被测物体不同表面的层边界上的光波引入干涉,计算出被测物体的层厚,包括玻璃、塑料和硅片。由于使用了红外光源,因此也可以测量非透明材料。该测量仪被设计用于控制不同类型零件的厚度,包括玻璃、塑料和硅片。Marposs NCG是一种高速精密测量仪,使用范围广,可连接到多种机器上,以实现精确、快速的零件厚度控制。它可用于特定的夹具或机器内部,在技术数据规定的范围内的干燥或潮湿环境中。上海高精度车床测量仪技术马波斯测量科技可提供高精度磨床测量仪软件。
即便在**复杂的操作环境中,光学传输接触式测头可使机械加工中心更有效率并且提高了自动化程度,从而缩短周期时间以及降低报废件百分比。零件定位与对准操作使得用户不再需要对零件进行任何操作。除自动化的零件尺寸检测外,马波斯SW还为机床CN提供了后来机械加工流程所需的所有反馈。由于适当优化的软件周期和易于理解的图形界面,操作员/机器集成过程是即时的。VOS系统的设计目的是为机床提供所有必要的反馈,以便直接干预零件加工过程,减少废品数量。该系统还可以连续监测刀具的磨损情况,以提高加工效率。调制光传输系统保证了对干扰的高抗扰度,并使在同一工作区域管理多达4个探头成为可能。因此,3轴或5轴机床**了该系统的理想环境,在这种环境下,可以使用同一接收器同时执行零件检查和刀具检查。Marposs软件循环的设计目的是优化VOS系统的性能规范和循环时间,同时还消除了未安装测量设备的机器上可能出现的手动错误。
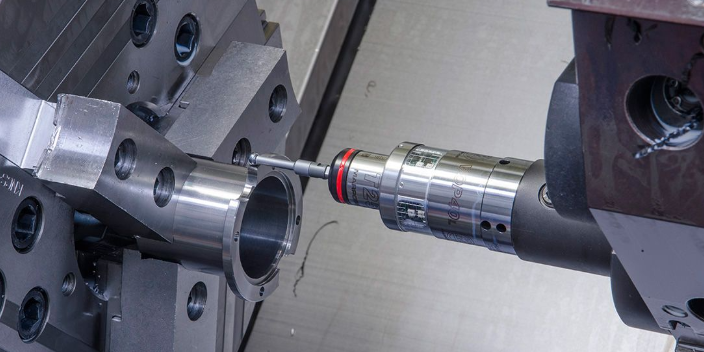
在接触式对刀仪应用领域中,可将MidaArm系统用于在车床或车削中心设置刀具以及进行磨损与完整性检查,无论这些车床或车削中心的尺寸如何。MidaArm能够极其准确地检测刀具坐标,并同时获取机床登记簿,从而消除手动输入数据产生的人为误差。MidaArm无需确认过多材料,从而缩短了刀具调节与过程设置时间。MidaArm系统能够快速检测刀具是否有磨损或破损痕迹,它是无监控自动机械加工流程的重要方面。因为系统的设计为灵活的模块化设计,所以很容易将系统用于任何类型的车床,无论使用的刀具与主轴类型如何。MidaArm的安装模式有可拆卸安装与固定安装模式,旨在适应机床设置以及自动化水平。通过E32A电子接口单元,将MidiArm与CNC指令上的标准刀具设置输入一起使用。可将接口用于管理接触式测头及其电源。安装在测头上的LED灯表明刀具何时与测头触头接触以及提供关于测头当前状态的信息。马波斯是相当有实力的主动测量仪厂家。

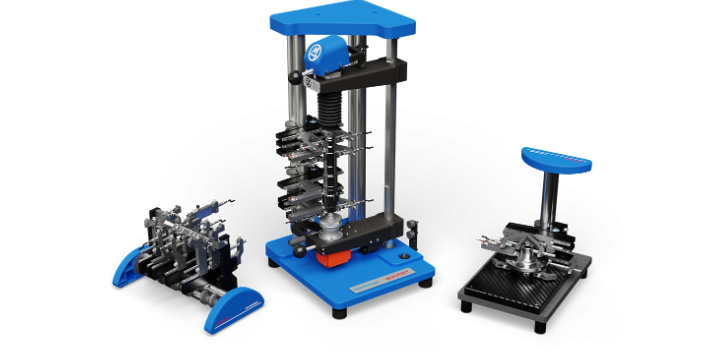
DS6000是一个通过将信号的初始化、处理与分析集成起来,作为自动系统与平衡传感器和/或部件之间接口进行操作的系统。DS6000这个产品线专为高精度磨床而设计,它是机械平衡以及声发射监控的理想选择。可根据应用情况在一个或两个面板上进行平衡操作。DS6000模块系列产品使得用户能够添加并组合不同模块,以获取一个多功能系统。因为此创新系统非常灵活,所以可满足不同客户要求以及给操作员提供了各种随时易于使用的功能。DS6000系统包括预先平衡以及电机平衡检查用电子单元以及液压平衡与声发射检查用电子单元。可获取的模块:AE6000与S6000:声发射检查用单元DM6000:工艺检查用单元(AE传感器+数字扭矩适配器)P6000:预先平衡用单元M6000:电机平衡检查用单元H6000:液压平衡检查用单元。有一个周期可以连续监测砂轮去除的材料数量,并向机器提供足够的反馈信息。上海机床主轴动平衡测量仪厂家
马波斯是相当有实力的数控机床测量仪厂家。上海高精度车床测量仪报价
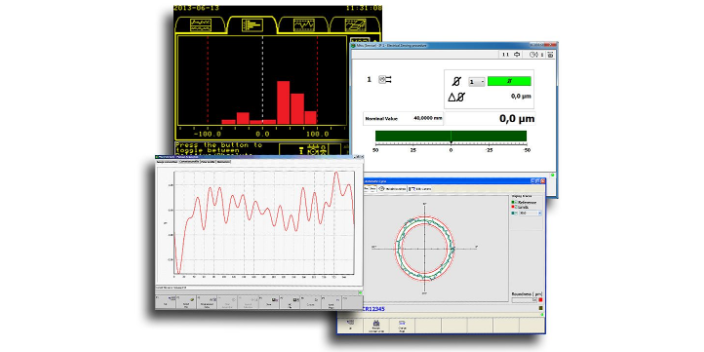
数据采集/分析/管理制造业十分关注合格数据的可用性。马波斯的解决方案生成中的数据能准确表示产品功能以及在其下运行的流程的状态。通过我们的测量采集、归档技术和应用的统计过程控制技术,汇集了大量可靠的信息。我们的网络和云端解决方案使信息可进行检索和使用。统计过程控制是一种使用***的方法,用来进行正式调查,以降低生产过程成本,推动质量的持续改进,并提高整体效率。统计过程控制是一种基于统计分析的质量控制方法。统计过程控制的理论基于以下观察结果:任何制造过程都包含许多可变性来源。尽管目标是获得尽可能高的质量(即符合规范),但可变性将使生产的两个部件不能完全相同。可变性分为两种类型:常见原因:由生产过程中产生随机分布式输出的未知因素引起。特殊原因:由外部因素引起;这些因素在时间上受到限制并且*影响部分生产,使其变得分散和不可预测。如果您能够识别并删除第二种变化,则该过程是稳定的;统计过程控制分析有助于识别第二类可变性。上海高精度车床测量仪报价
文章来源地址: http://wjgj.yybyjgsb.chanpin818.com/clgj/deta_28394808.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。