[VIP第1年] 指数:3
[VIP第1年] 指数:3
硬质合金钻头用于钻削更复杂的材料!可选择切削速度快的高性能合金刀片和特殊硬质合金钻头,减少刀具崩刃,保持良好的耐磨性!多层几何切削刃可提高排水性能并保持较小的切削阻力!除常用的直角手柄外,还有多种手柄类型,适用于各种钻机!让我们来看看合金成型工具制造商在选择硬质合金时需要考虑的因素钻头!1.在选择硬质合金钻头的加工精度时,首先要考虑硬质合金钻头钻孔的尺寸精度要求!2.加工稳定性在选择合金铰刀钻头时,除了对硬质合金钻头的钻孔精度要求外,还应考虑加工机床的稳定性!机床的稳定性对硬质合金钻头的安全寿命和钻孔精度至关重要!因此,有必要仔细检查机床主轴、夹具及附件的工作状态!排屑和冷却液是钻孔中不可忽视的问题!事实上,在钻孔过程中遇到的许多问题都是排屑不良,这是不可避免的!机加工车间经常使用外部冷却液喷射作为排屑的辅助手段,但这种方法较在孔深小于孔径技术和降低切削参数时才有效!合金的低温处理钻头:它将硬度较低的奥氏体转变为更硬、更稳定、耐磨和耐热的马氏体台州市椒江建设工程机械厂是一家专业生产销售钻头,欢迎您的来电!广东深孔钻头
不管是什么种类的钻头,它的应用范围都是非常广的,只不过说的是PDC钻头的应用范围可能会更广一些,PDC钻头的应用的场面可能会更多一些。我们现在就一起来看一下PDC钻头和金刚石PDC钻头都分别有哪一些不同的应用场合和应用角度,这些角度具体又是一个什么样的情况。PDC钻头首先是可以被当做零件应用的,比如说在一些地质钻杆上面就可能会需要一些PDC钻头或者是一些金刚石PDC钻头,这两种钻头是需要放在不同的地质钻杆上面的,如果是精度等各方面要求比较高的地质钻杆,那么肯定就要上金刚石PDC钻头,如果只是一般的地质钻杆,那么就只需要上一般的地质钻头就可以了,这些都是有区别的,当然这里面的区别,可能就需要我们仔细的去查找和发现,不然可能会有一些难度。椒江取芯钻头哪里买台州市椒江建设工程机械厂为您供应钻头,有需求可以来电咨询!

钻头的刃口要上下摆动,钻头尾部不能起翘!这是一个标准的钻头磨削动作,主切削刃在砂轮上要上下摆动,也就是握钻头前部的手要均匀地将钻头在砂轮面上上下摆动!而握柄部的手却不能摆动,还要防止后柄往上翘,即钻头的尾部不能高翘于砂轮水平中心线以上,否则会使刃口磨钝,无法切削!这是很关键的一步,钻头磨得好与坏,与此有很大的关系!在磨得差不多时,要从刃口开始,往后角再轻轻蹭一下,让刃后面更光洁一些!保证刃尖对轴线,两边对称慢慢修!一边刃口磨好后,再磨另一边刃口,必须保证刃口在钻头轴线的中间,两边刃口要对称!有经验的师傅会对着亮光察看钻尖的对称性,慢慢进行修磨!钻头切削刃的后角一般为10°-14°,后角大了,切削刃太薄,钻削时振动厉害,孔口呈三边或五边形,切屑呈针状;后角小了,钻削时轴向力很大,不易切入,切削力增加,温升大,钻头发热严重,甚至无法钻削!后角角度磨的适合,锋尖对中,两刃对称,钻削时,钻头排屑轻快,无振动,孔径也不会扩大!
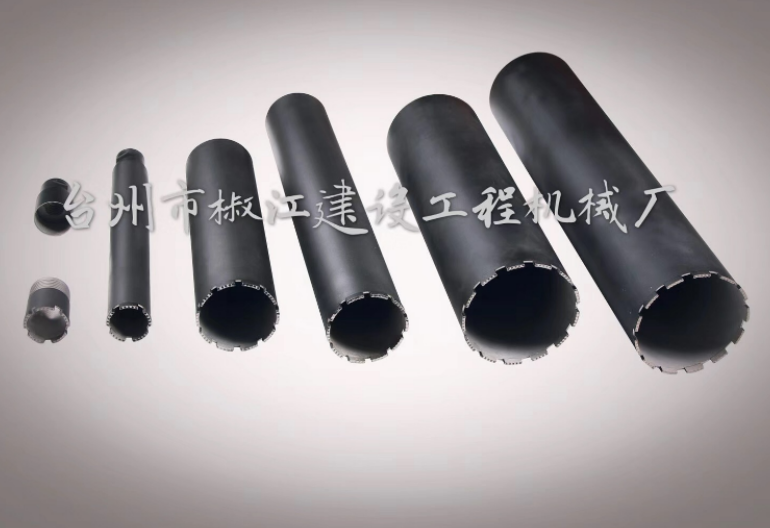
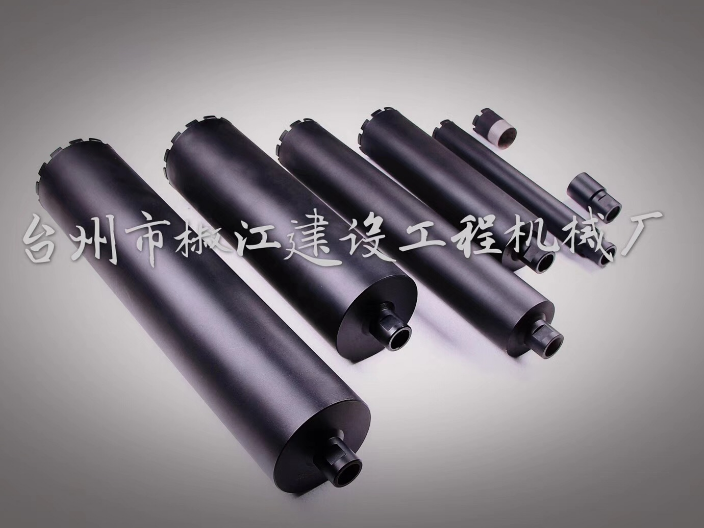
空心钻头的主要特点是加工时孔的内芯不被切削,因此空心钻头的切削量比麻花钻明显减少,所需钻机功率和切削中产生的热量也较小!用高速钢空心钻头钻孔时,因加工区温度对钻头硬度影响很大,因此钻孔过程中必须使用冷却液降温(如不用冷却液,钻头磨损一开始就将以相变磨损为主而快速磨损)!开始我们采用外部喷淋冷却方式,但因钻头工位为水平轴线方向加工,冷却液不易进入钻头刀刃部分,冷却液消耗较大,冷却效果不理想!经重新设计改变钻机主轴结构,将外部喷淋冷却变为内部喷淋冷却,冷却液由空心钻头芯部加入,使冷却液能顺利到达钻头切削部分,从而明显降低了冷却液消耗量,改善了冷却效果!购买钻头,就选台州市椒江建设工程机械厂,有需要可以联系我司哦!
空心钻头是一种较适合便携式工具使用的孔加工刀具!但由于空心钻头的制造工艺比较复杂,且不能加工盲孔,因此在金属切削加工中使用并不普遍,通常只在加工一些大直径或贵金属工件的通孔或钻孔设备功率受到限制时才使用!由于空心钻头没有标准定型产品,因此大部分用于特殊材料加工的空心钻头均需自行研制!空心钻头(多刃钢板钻又名或取芯钻)是多刀刃环状切削的高效钻头,钻孔直径从12mm到150mm,主要用于对钢构件的钻孔加工,如钢结构工程、轨道交通、桥梁、船舶、机械制造、航空航天等孔加工领域,其钻孔性能明显优于传统的二刃麻花钻,具有钻孔效率高、钻削轻快省力的特点,多刃钢板钻与磁座钻机配套可以对大型工件进行多方位钻孔,操作方便灵活,有效缩短工程施工时间,成为现代钢构件钻孔及环形槽加工的优先刀具!台州市椒江建设工程机械厂是一家生产销售钻头,有想法的可以来电咨询!椒江取芯钻头哪里买
台州市椒江建设工程机械厂致力钻头生产研发,有需求可以来电咨询!广东深孔钻头
刃磨钻头主要掌握几个技巧:刃口要与砂轮面摆平!磨钻头前,先要将钻头的主切削刃与砂轮面放置在一个水平面上,也就是说,保证刃口接触砂轮面时,整个刃都要磨到!这是钻头与砂轮相对位置的第一步,位置摆好再慢慢往砂轮面上靠!钻头轴线要与砂轮面斜出60°的角度!这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角!这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准!这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口!广东深孔钻头
文章来源地址: http://wjgj.yybyjgsb.chanpin818.com/daojujiajuca/zuantoudt/deta_27615656.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。