[VIP第1年] 指数:3
[VIP第1年] 指数:3
浇口与流道系统的设计直接影响金属液在型腔内的流动状态与填充效果。运用计算机模拟技术(CAE),对金属液的充型过程进行模拟分析,优化浇口的位置、尺寸及形状,以及流道的走向与截面尺寸,以实现金属液的平稳、快速填充,减少紊流与卷气现象,避免铸件出现气孔、冷隔等缺陷。此外,模具的冷却系统设计也至关重要,合理布置冷却水道,确保模具在压铸过程中能够均匀散热,控制铸件的冷却速度,减少变形与缩孔的产生,提高产品质量。模具设计需考虑金属液流动比压,通常控制在90-120MPa范围。北仑区精密压铸模具厂家

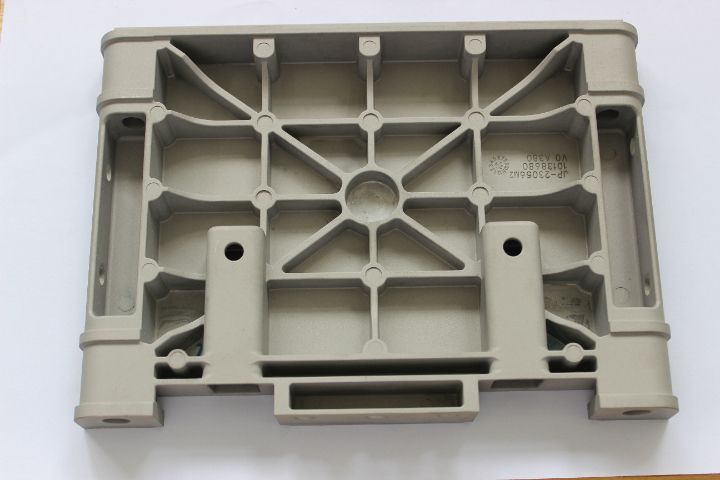
压铸过程中,模具需承受高温、高压的恶劣工作环境。精密压铸模具采用特殊的模具钢材料,并经过严格的热处理工艺,具备***的热稳定性与耐磨性。在铝合金压铸中,模具表面温度可瞬间升高至400-500℃,随后又快速冷却,如此频繁的热循环极易导致模具热疲劳失效。而质优的精密压铸模具通过合理的材料选择与热处理,能够有效抵抗热疲劳,保持模具尺寸稳定性,延长模具使用寿命。同时,在压铸过程中,熔融金属高速冲刷模具型腔表面,模具的高耐磨性可减少表面磨损,保证产品表面质量的一致性,降低模具维护成本,提高生产效率。北仑区铝压铸模具生产厂家压铸件表面粗糙度Ra1.6μm以下,满足汽车动力系统关键零件要求。

压铸的基本过程宛如一场精密的金属流动之舞。在特用的压铸机上,定模与动模宛如一对默契的舞伴,优雅地合拢,构建出一个与目标零部件形状丝丝入扣的型腔,同时,浇注系统也各就各位,准备迎接金属液的到来。此时,金属液在高压的强大推力下,以令人惊叹的速度,如同离弦之箭般通过浇注系统,瞬间冲入型腔,在极短的时间内(通常只为0.01-0.2秒)完成型腔的填充。紧接着,在高压的持续作用下,金属液在型腔内逐渐冷却、凝固,如同雕塑家精心雕琢,较终形成我们所需的铸件。当铸件成型后,动模与定模再次分开,顶出机构则像一位温柔的使者,将铸件轻轻推出型腔,至此,一个完整的压铸循环完美落幕。
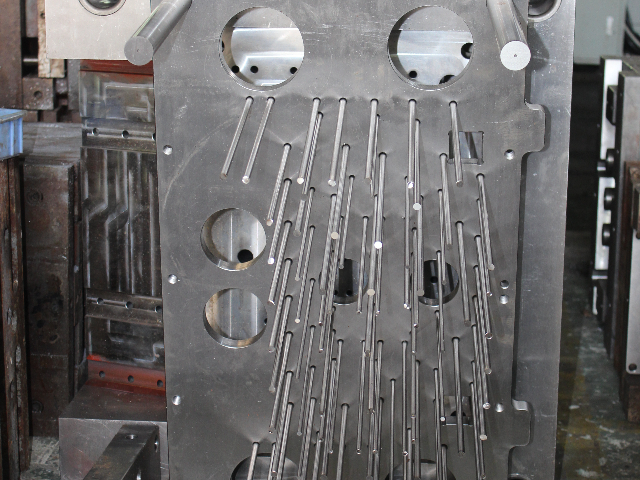
加工工艺与精度控制:精密压铸模具的制造依赖于一系列先进的加工工艺与高精度的加工设备,以确保模具的精度与表面质量。在粗加工阶段,采用数控加工中心进行模具零件的轮廓加工,去除大部分余量。数控加工中心具有高刚性、高精度和高速度的特点,能够保证加工的尺寸精度和形状精度。随后,进行半精加工与精加工,对于模具型腔、型芯等关键部位,采用电火花加工(EDM)工艺,能够加工出复杂的形状和精细的表面纹理,且加工精度高,可达到 ±0.01mm 以内。模具冷却系统采用变流量控制,节能30%同时稳定成型质量。

在飞机结构件制造方面,精密压铸模具用于生产一些铝合金或钛合金结构件,如机翼梁、机身框架等。这些结构件通过精密压铸成型,在保证强高度和轻量化的同时,提高了零件的整体质量和可靠性。精密压铸模具能够有效控制结构件的内部质量,减少内部缺陷,提高材料利用率,降低生产成本。此外,在航空航天领域的一些小型零部件,如发动机燃油喷嘴、航空仪表外壳等,也普遍采用精密压铸工艺,利用模具的高精度和复杂结构成型能力,实现零部件的精密制造,确保航空航天设备的安全可靠运行。精密的模具加工技术保证了模具的高精度和复杂形状制造能力。北仑区整套压铸模具结构
模具温度场仿真指导加热/冷却管道布局,提升生产效率25%以上。北仑区精密压铸模具厂家
模具材料的选择是决定模具性能与使用寿命的关键因素之一。对于精密压铸模具,通常选用高性能的模具钢,如热作模具钢 H13 等。H13 钢具有良好的高温强度、韧性、热疲劳性能和导热性,能够满足精密压铸模具在高温、高压环境下的工作要求。在一些对模具寿命和精度要求极高的场合,还会采用粉末冶金模具钢,其具有更均匀的化学成分和组织,纯净度高,耐磨性和韧性更好,可显著提高模具的使用寿命和成型精度。除了基本的力学性能要求外,模具材料还需具备良好的加工性能,以便于模具的制造与加工。同时,考虑到压铸过程中金属液与模具表面的化学反应,材料应具有一定的抗腐蚀性能,防止模具表面因腐蚀而损坏,影响产品质量。北仑区精密压铸模具厂家
文章来源地址: http://wjgj.yybyjgsb.chanpin818.com/mojuog/yazhumo/deta_28517625.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。